
�����rLEϵ��PLC�ڛ_���пڙC�ϵđ���
��־�� ���������r�C�����Ƽ��g����˾
ժ Ҫ �_���пڙC��Ҫ���F䓹ܵ��Ԅ��п��c�_�ף����û��ں����r��˾HOLLiAS LE PLC�ě_���пڙC���O���\�з��������aЧ�ʸߡ�ͬ�rͨ�^����RS485�c�����r HT7000֮�g��ͨӍ���ӑB푑��죬��ҕ�����˙C�����O��������Σ��S�o���㡣
�P�I�~ LE PLC��HT7000���_���пڙC
1 �O�����
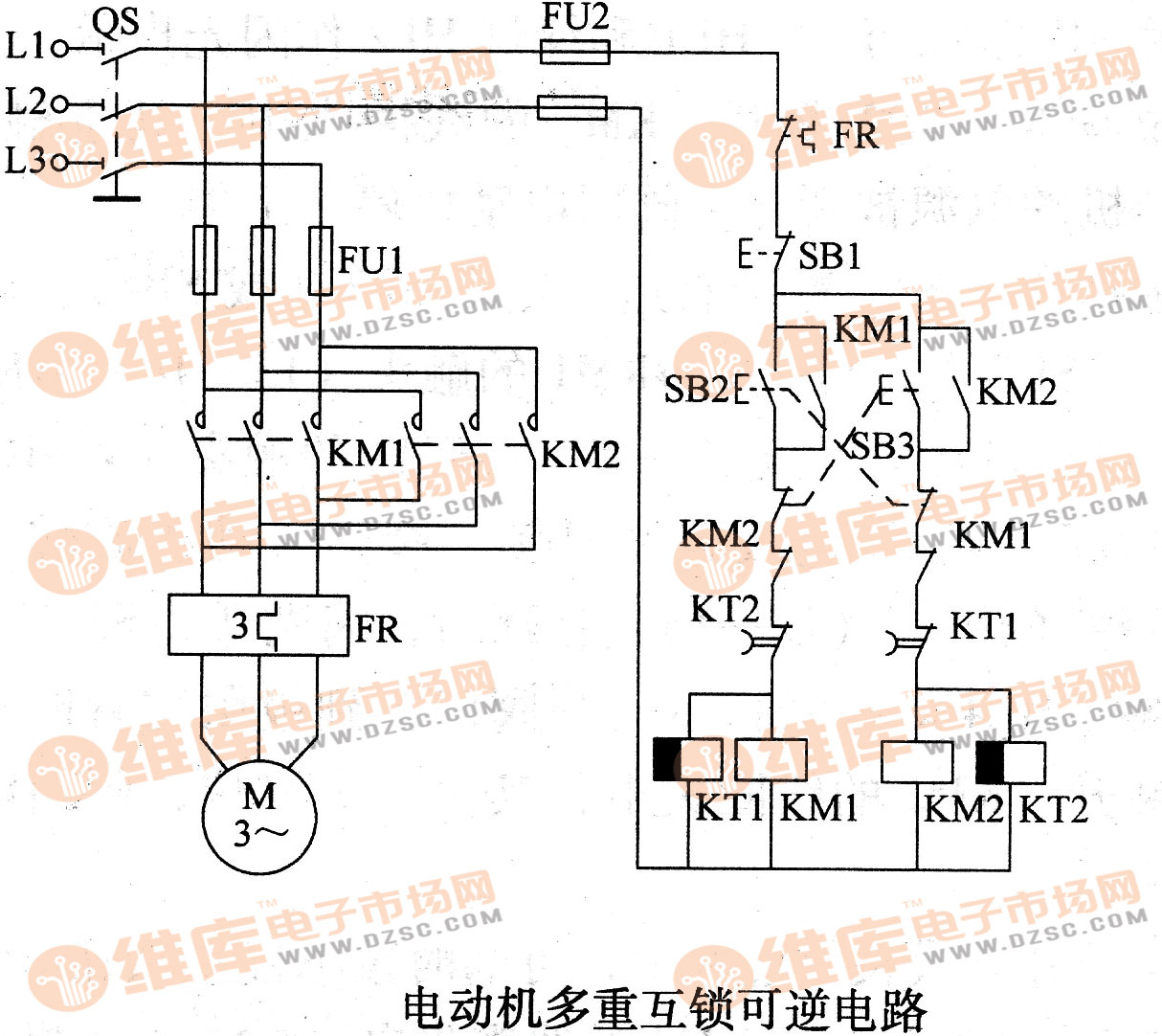
�_���пڙC��Ҫ�����φ�Ԫ���пڼ��_�׆�Ԫ�����φ�Ԫ��늚����ϵ�y�ȽM�ɣ���Ҫ��Ɍ�䓹ܵăɶ˷քe�ЈA���пڼ�䓹����g�_���b��
���φ�Ԫ���ڹ������̎����䓹ܺ�늙C���Dȡ��䓹ܣ������Ӳ�ͬ��λ��䓹��ɳ��ϙC�����o�пڛ_�׆�ԪԴԴ������ṩ䓹ܡ�
�пڼ��_�׆�Ԫ����Ҫ�ɰ��\�Cе�֡��пچ�Ԫ���_�׆�Ԫ�M�ɣ�ȡ�ϙCе����Ɍ��������\���пڼ��_�׆�Ԫ���ȴ������ӹ����ȡ�ߺ��ٴΰ��\�������пچ�Ԫ��Ҫ��Ɍ�䓹܃ɶ��пڣ����i�o����Ҫ��Һ������Ƅӵ��^�M���пڡ��_�׆�Ԫ���п���ɵ�䓹��M�Л_�ף�ԓ��Ԫ��Ҫ��Һ��������_�ס�
���φ�Ԫ���г��ϙCе�ֽM�ɣ���Ҫ��Ɍ��ӹ���ɵ�䓹�ȡ�ߣ�ʹ�O������Ԅ��\�D��
늚����ϵ�y��늚���Ʋ�����Ҫ�к����r��LEϵ�пɾ��̿�������HT7700T�˙C����M�ɡ�
�O��DƬ��

2 �O�乤ˇ�f��
ȡ�ϙCе��ԭλ�����Ϸ����Ѓɂ��A�ӣ����п�ǰ���Cе�֑�����ԭλ��
���ϙCе��ԭλ�����Ϸ���ֻ��һ���A�ӡ�
�пڹ��ЃɴΣ���һ�Ώ����ң��е��z�y1���҂�������̖����---�o���У��Ȃ���������̖�r�����п����Ƴ���1���o��̖�r�����п�������1�����п����Ƴ���0���ٴ�����̖�r�����п�������0�����п����Ƴ���0��
�пڄ����^�̣��Cе���½�ȡ�ϣ�ץȡ�F�ܺ����������ƌ����������пڼӹ�̎����ԭλ�����пڃ�߅�A�o���Ƴ���1�������е��z�y1������̖�����Є�������ɺ��п����Ķ�λ��מ�1�������е��z�y2������̖�����Є�������ɺ����пڃ�߅�A�o������1�����пڃ�߅�A�o���Ƴ���0���^һ���r�g�����0���п����Ķ�λ��מ�0����߅��ԭλ�����Cе������߅�ĊA��ȡ�߹��������ڛ_���ϲ��ϡ�
�_�ׄ����^�̣��ڙCе�ֻ�ԭλ�����D����Ϛ�ׄ��������D���M����ׄ������ٽ����D���ׄ������ٽ����D����Ϛ���D���M����מ�0���ٽ����D���מ�0���D���M���יz�y�������z�y������̖�r���_������������λ�z�y����������
ȡ�����Cе�ք����^�̣�����ԭλ���½����A�o�����������ơ��¼ܡ����_���أ�ԭλ����
���ϙCе�ք����^�̣�����ԭλ���й��������ơ��½����A�o�����������ơ��¼ܡ����_��������ԭλ����
�ŷ�һȦ2000�}�_/S , һȦ
3 ϵ�y�OӋ
�O���늚����ϵ�y��Ҫ��LE5108������PLC�aƷ,ԓϵ��PLC�aƷ��С��PLC�aƷ�`��ĽY��������PLC�aƷ����Ĺ��܃�����һ�w�����ԏV�������ں㉺��ˮ��ůͨ���{�������Cе�����b�Cе��ӡˢ�Cе�����ϙCе��ʳƷ�ӹ��Cе���ИI��
IO�����
|
��̖ |
��ַ |
�f�� |
��̖ |
��ַ |
�f�� |
|
1 |
%IX0.0 |
�O�䆢��I |
1 |
%QX0.0 |
ȡ�ϙCе������PUL |
|
2 |
%IX0.1 |
�O�伱ͣ |
2 |
%QX0.1 |
ȡ�ϙCе������PUL |
|
3 |
%IX0.3 |
�ϝM�z�yI |
3 |
%QX0.2 |
���ϙCе������PUL |
|
4 |
%IX0.4 |
�o�ϙz�y |
4 |
%QX0.3 |
���ϙCе������PUL |
|
5 |
%IX0.5 |
����ȡ����ԭλ |
5 |
%QX0.4 |
ȡ�ϙCе������DIR |
|
6 |
%IX0.6 |
����ȡ������λ |
6 |
%QX0.5 |
ȡ�ϙCе������DIR |
|
7 |
%IX0.7 |
����ȡ����ԭλ |
7 |
%QX0.6 |
���ϙCе������DIR |
|
8 |
%IX1.0 |
����ȡ������λ |
8 |
%QX0.7 |
���ϙCе������DIR |
|
9 |
%IX1.1 |
��z�y1���� |
9 |
%QX1.0 |
����늙CQ |
|
10 |
%IX1.2 |
��z�y2���� |
10 |
%QX1.1 |
���Ϛ�� |
|
11 |
%IX1.3 |
�_��������λ |
11 |
%QX1.2 |
�ҙCе�֚�� |
|
12 |
%IX1.4 |
�_�����½�λ |
12 |
%QX1.3 |
��Cе�֚�� |
|
13 |
%IX1.5 |
�D���M���� |
13 |
%QX1.4 |
���п����Ƴ� |
|
14 |
%IX1.6 |
���ҳ�������λ |
14 |
%QX1.5 |
������� |
|
15 |
%IX1.7 |
���ҳ�����ԭλ |
15 |
%QX1.6 |
���п����Ƴ� |
|
16 |
%IX2.0 |
���³�����ԭλ |
16 |
%QX1.7 |
������� |
|
17 |
%IX2.1 |
���³�������λ |
17 |
%QX2.0 |
�пڊA�o���Ƴ� |
|
|
|
|
18 |
%QX2.1 |
�пڊA�o���� |
|
|
|
|
19 |
%QX2.2 |
�п����Ķ�λ��� |
|
|
|
|
20 |
%QX2.3 |
�D����Ϛ�� |
|
|
|
|
21 |
%QX2.4 |
�D���M����� |
|
|
|
|
22 |
%QX2.5 |
�D���� |
|
|
|
|
23 |
%QX2.6 |
�_������ |
|
|
|
|
24 |
%QX2.7 |
�_�������� |
|
|
|
|
25 |
%QX4.0 |
���ϙCе�֚�� |
|
|
|
|
26 |
%QX4.1 |
�o�ψ� |
|
|
|
|
27 |
%QX4.2 |
�ͱÆ��� |
��ҕ���˙C���������f��
HMI����ɲ�ԃ�O�����P��B���O��Ҳ��ͬ�^HMI��ȫ�քӿ��ơ�
�O�������Ԅ��\��ǰ�������O�������������O��������\�������ڸ������п����O�á�

���ӽ���

4 ���Y
�����rLEϵ��PLC�o����һ�w���OӋ����Ч�ع��s�˳ɱ���늚��O��İ��b���g���aƷ����4�S100KHZ�����}�_ݔ���������S�����\�ӿ���ָ����㾎���ˆTʹ�ã��aƷ��ͬaƷ��푑��ٶȿ죬�������кܸߵ��ԃr�ȡ�
���P��x:
- ...2013/10/12 11:22�������rLM PLC��Һ��ʽ��݁����C�ϵđ���
- ...2013/10/12 10:57�������rLEϵ��PLC��ʯ���ИI����
- ...2013/07/12 10:20�������rLKϵ�д���PLC�ڴ�����ˮ̎��S�еđ���
- ...2013/07/12 10:06�������rLKϵ�д���PLC�ڱ������F14̖���еđ���
- ...2013/07/12 09:55�������rLEϵ��PLC��GPRS�o��ͨӍģ�KLE5404ͨӍ����
- ...2013/05/14 11:27�������rLMϵ��PLC�ڕ��C�еđ���
- ...���D��Ԕ����܇�x���屳���܇Ҏ����ȫ�OӋҪ��
- ...��ʹ���а�ȫ���ϵ��W��惦������ȫ����܇ϵ�y
- ...������ƫ�ò�־��Ԃ��������^���Mչ�͑���
- ...�����¿�˹�y�uijƷ�����ܲ����������C����ƪ
- ...���������ʽ�ضșz�y���y��ϵ�y�Є�����ʧ���Ӱ�(�m)
- ...���������ʽ�ضșz�y���y��ϵ�y�Є�����ʧ���Ӱ�
- ...��RTD�y��ϵ�y�Є�����ʧ���Ӱ�
- ...���{��BR/EDR �� Bluetooth Smart��ʮ����Ҫ�^�e
- ...�� ��о�������ø�Уδ����܇�˙C�����OӋ��ِ������ʽ����
- ...�� ̽�صڶ����l�{ɽ�������¡�������ԇ�gՓ����
- ...�� ��2018�Ї��댧�w���B朴�����ڽ��Kʡ�����e��
- ...�� �����}��Ҏ����CITE 2019�t���ǻ�δ��
- ...�� ����܇�����S��TI���ײ������������ڄ�������ܵ�����
- ...�� �ⷨ�댧�w��ST����Cinemo��Valens��CES 2018չ������ʾ��܇��Ϣ�ʘ���Q����
- ...�� ���������·�a�I���°lչ�߷�Փ�������ھ����_
- ...�� ����늙C���ݳ���PCIM����2017չ
- ...�� GPGPU���a������Ї�оƬ�a�I�Ŀհ؎�
- ...�� ���W�aƷ�OӋ��Wi-Fi�B�ӵ��Ă��P�I����
- ...�� �������Ї�MEMS���܂������a�I�lչ��������ڰ������_�Ļ
- ...�� IAIC���ِ���[���Ї�о�����Ä��£���Ϣ��ȫ�߷�Փ����������
- ...�� ���ܿ�����Դ�Qλ����
- ...�� ���x5G���ײ�OTA �yԇ���g
- ...�� �����Ј��������L�Ƅ�Molex�ӏ���܇�I��İlչ
- ...�� �Ї��Gɫ�����˳���������_�ڼ� ���a�W���ù�̽�Gɫ�lչ��ģʽ
- ...�� Efinix® ȫ����AI߅��Ӌ�㣬�ɹ��Ƴ�Trion™ T20 FPGA��Ʒ, ͬ�r���aƷ�Uչ����ʮ�f߉��Ԫ��T200 FPGA
- ...�� Ӣ�w�������M���������I�ǻ�������
- ...�� ��늮aƷ�_�l���yԇ��ӑ����������Դ�����ɹ��e��
- ...�� Manz���ǿƼ�����댧�w�I�� ����弉�ȳ��ͷ��b�ṩ���W���Ƴ̡�Ϳ�������⑪�õ����a�O���Q����
- ...�� ������ABITRODE����늳yԇϵ�y���������������Դ
- ...�� ������AFTFϵ��늳yԇϵ�y�И˱�������Դ��܇�ɷ�����˾
- ...�� ������A���ʸ߉���Դ����ʽؓ�dϵ�y�ɹ����������؈
- ...�� ������A���H��늄���܇���P�I�����y�u��ӑ�������[���M�y�u���g


- ...�� �����ɼ��K��ϵ�y�O��
- ...�� ���x�Ƽ�̤��������
- ...�� ���`˼® ���� AEC-Q100 �Y�|�J�C����܇ϵ�ЮaƷӋ��
- ...�� ���`˼® �����U������� ⁽�ϵ��™ FPGA �aƷ ⁽�ϵ�ЮaƷ�U�������� 1M ߉��Ԫ�� FPGA
- ...�� ���`˼® ����Trion® Titanium ���_�e� (TSMC) 16�{��ˇ���c��Ƭ
- ...�� TI��2019��ȫ����W������OӋ��ِ�C����Y�ھ��e��
- ...�� BlackBerry QNX̓�M�C�@��ȫ���ׂ���܇��ȫ�����Եȼ�(ASIL) ��D���J�C
- ...�� ���R��܇�x��BlackBerry������һ����܇