
���ؙC���M�oϵ�y�����c��ӹ��ϵęz�y�c�S��
�P�I�֣�����
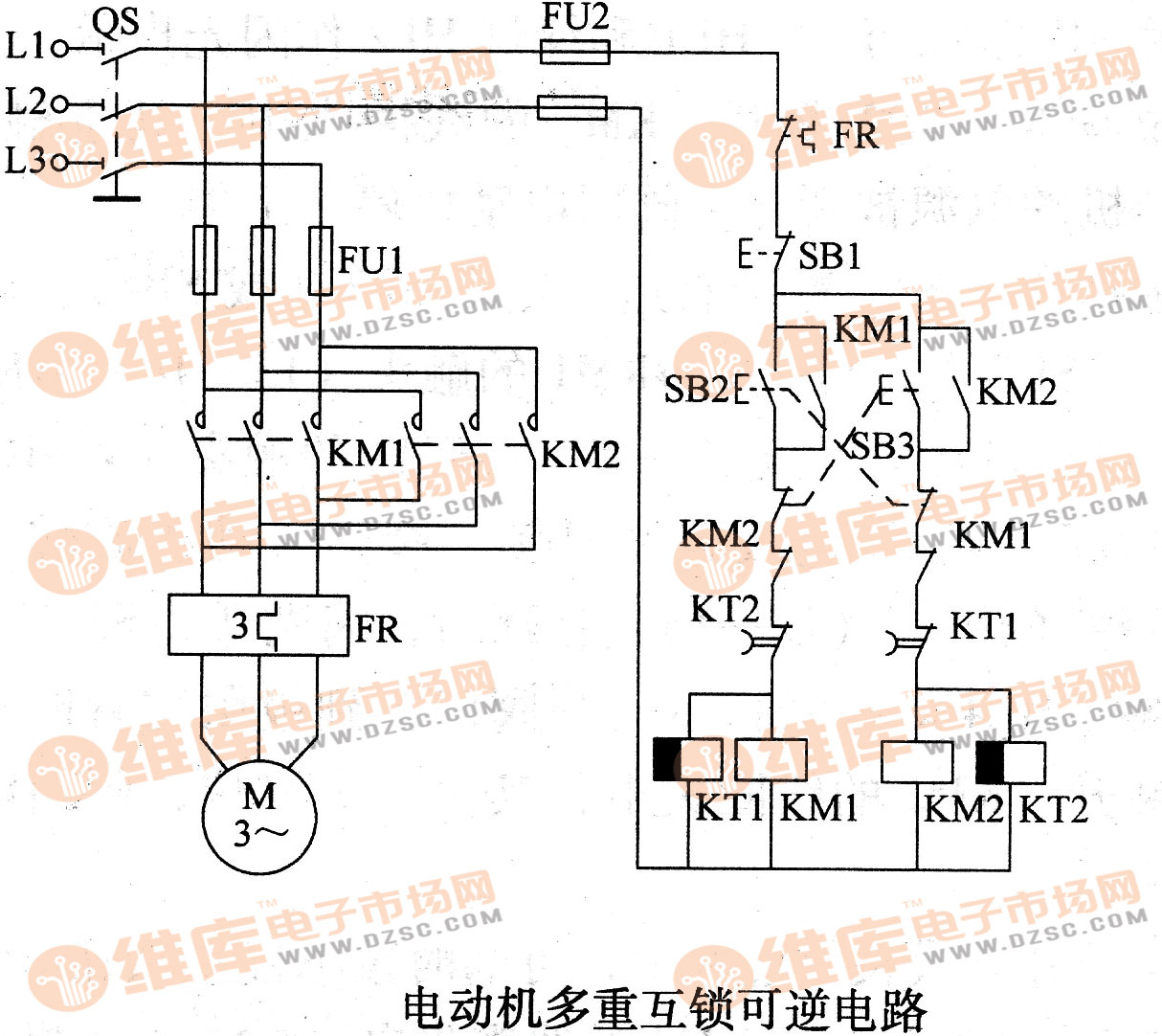
���ؙC���M�oϵ�y�����c��ӬF����a��ԭ������
�����ƄӲ��������\���^���У����ؙC���M�oϵ�y�����F�ƄӲ����_ʼ�r���܆��ӣ����Ӻ���ͻȻ�������\�ӣ�������ͣ�D���^�����������\�ӣ��ƄӲ�������ܶ���ʼ��ͣ����������������\�ӬF��Q�����С��������Ը����\�Еr���ƄӲ����֕����F���@����ӡ�
����
���ڔ��ؙC���M�oϵ�y�a�����е�ԭ��һ���J�������ڙC���\�Ӳ���֮�g�������ã����C�������_�Ƅӕr�oĦ����������늙C�ӕr�������_������ǰ�\�ӣ�ʹ�L��z�ܮa������׃�Σ���늙C�������A����׃���ϣ�늄әC�^�m�ӣ��A����������a�ď����������oĦ�����r���C�������_��ǰ��ӣ��ܶ���ʼ���@���\�ӣ��a�������еĬF��
����
�����@ֻ�����е�һ��ԭ�a���@��ϵ�ԭ��߀�����ǙCе�M�o����朳��F�˹��ϣ�Ҳ�������M�oϵ�y늚ⲿ�ֳ��F�ˆ��}��������ϵ�y�����O�ò����ľ��ʣ�߀�����ǙCе�����c늚ⲿ�ֵľC�Ϲ�������ɡ�
�����c��ӹ��ϵ��\���c�ų�
����
���ڔ��ؙC�����F�������c��ӹ��ϣ����ܼ����½YՓ�����������a�����ϵĿ����ԣ��_�г�������ɔ��ؙC�������c��ӵ����P���أ�Ȼ�������ꠣ��������ؙz�飬��������λ���ų����ϡ��鵽��һ̎�І��}���͌�ԓ̎�Ć��}���Է����������Ƿ�����ɹ��ϵ���Ҫì�ܣ�ֱ����ÿһ�����ܮa�����ϵ����ض��鵽���^���ٽy�I���]�����һ���C���ԵĽ�Q���}�������������ų���
����
�ų����ؙC���M�oϵ�y�����c��ӹ��ϵľ��w�������£�
����
�����ϰl���IJ�λ�M�з���
����
�����c��ӹ���ͨ����Ҫ�ڙCе�������M�o�ŷ�ϵ�y���҆��}����锵�ؙC���M�oϵ�y���ٕr�����ЬF������ȡ�Q�ڙCе���Ӳ��������ԣ����ٕr����ӬF����ͨ���c�M�o��������\�Ӹ����A�o�����P�����⣬���к���ӆ��}���c�M�o�ٶ��������P�ģ����ҲҪ�����M�o�ŷ�ϵ�y���ٶȭh��ϵ�y������
����
�Cе�������ϵęz����ų�
����
��������c��ӵ�ԭ������ڙCе����������Ҫ�z�錧܉��������ƄӲ������ܵ�Ħ��������Ҫ�ǁ��Ԍ�܉���������܉���Ąӡ��oĦ��ϵ���������ֵҲ������������С��M�ܔ��ؙC���Č�܉���V�������˝L�ӌ�܉���o����܉�����ό�܉������{�����ã��ԕ�������л���ӡ��o����܉�����ؙz���o���Ƿ��������ό�܉���z���з��s�|������K��܉���\�ӣ��L�ӌ�܉�t���z���A�o�Ƿ����á�
����
��܉���ĝ�������Ҳ�����������І��}���Еr���F���ЬF��H�H���nj�܉��������B������ɵġ��@�r���þ��з������õČ�܉��������һ�N�dz���Ч�Ĵ�ʩ���@�N��܉���������ИO�����ӄ������ڌ�܉�����γ�һ�Ӳ������ѵ���Ĥ���Ķ����ƌ�܉��Ħ�����ԡ�
����
��Σ�Ҫ�z���M�o����朡����M�oϵ�y�У��ŷ����b�õ��ƄӲ���֮�g�ض�Ҫ���^���X݆���z����ĸ�����������Ӹ����M�ɵĂ���朡���Ч����@һ����朵�Ť�D���������ȣ���������\�Ӿ��ȣ��������зdz����档�����ƄӲ������е�ԭ��֮һ��������錦�S�С��z����ĸ���ͽz�ܱ������A�o���A����������ɵġ������̫�L�������Sֱ��ƫС��֧�к�֧�����Ą��Ȳ���Ҳ���������еIJ��ɺ��Ե����أ�����ڙz��rҲҪ���]�@Щ�����Ƿ���ȱ�ݡ�
����
����Cеϵ�y�B�Ӳ��������S���p�ĵ�Ҳ��������C������Ӻ����С�
����
�M�o�ŷ�ϵ�y���ϵęz����ų�
����
��������c��ӵĹ���ԭ�����M�o�ŷ�ϵ�y���t��Ҫ�քe�z���ŷ�ϵ�y�и����P�h�������z���ٶ��{�������ŷ�늙C��y�ٰl늙C��ϵ�y���a���ȡ�ϵ�y���桢�cλ�ÿ������P��ϵ�y�����O���Пo�e�`���ٶȿ��Ɔ�Ԫ�϶�·���O���Ƿ����_�������λ���{���Пoƫ���Լ��ٶȿ��Ɔ�Ԫ�ľ�·�Ƿ����õȭh������헙z�����ų���
����
�ٶ��{�����ęz�y
����
���ٶ��{�����Ĺ��ϣ���Ҫ�z�y�o����̖��������̖���ٶ��{���������Ƿ���چ��}���o����̖����ͨ�^��λ��ƫ��Ӌ����������D/A�D�Q�o�ٶ��{�����ͳ���ģ�M��̖VCMD�ęz�y���F���@����̖�Ƿ�����ӷ�������ͨ�^���ŷ����ϵIJ��_��ʾ�������^�졣�������һ�����ڵ������̖���Ǻ��o�Ɇ��C����������_�ģ��ٶ��{�����@һ���֛]�І��}������ǰ���І��}��Ȼ����D/A�D�Q����ƫ��Ӌ����ȥ���҆��}������҂��y���Y���]���κ���ӵ������ԵIJ��Σ���ô���}�϶����ڷ�����̖���ٶ��{������
����
�y��늙C������̖�ęz�y
����
������̖�c�o����̖�����{�������f����ȫ��ͬ�ġ���˳��F�˷�����̖�IJ��ӣ���Ȼ�����ٶ��{�����ķ������{�����@�Ӿ�����C������ӡ����ڙC������ӣ��f���C�����ٶ��ڼ��ҵ���ʎ�У���Ȼ�y�ٰl늙C�������IJ���Ҳһ���DŽ�ʎ�ġ��@�r����C��������l���c늙C���D���ٶȴ���һ���ʴ_�ı����Pϵ��Ʃ����ӵ��l����늙C�D�ٵ��ı��l�ʡ��@�r�҂���Ҫ���]늙C��y�ٰl늙C�й��ϵĆ��}��
����
늙C�z��
����
���C������l���c늙C�D�ٳ�һ�����ʣ����Ⱦ�Ҫ�z��һ��늄әC�Ƿ��й��ϣ��z������̼ˢ�������ӱ����r���Լ��z��L���S�еĝ�����r��
����
����늄әC늘о�Ȧ����Ҳ������ϵ�y��ӡ��@�N��r����ͨ�^�y��늄әC�Ŀ��d����M�д_�J�������d����S�D�ٳ��������ӣ��t�f��늄әC�Ȳ��ж�·�F���F������һ�㑪��������Q�������z���ˢ�ȭh�������M�Мy���_�J��������ϬF����Ȼ���ڣ��t�����Ǿ�Ȧ���g�ж�·�F����늄әC�M�оS��̎��������]��ʲô���}����Ҫ�z��y�ٰl늙C��
����
�}�_���a����y�ٰl늙C�ęz�y
����
�����}�_���a����y�ٰl늙C��������r���ɰ����������M�Мy���z�顣���Ȍ�λ�íh���ٶȭh���_���ք�늄әC���D���^���ٶȿ��Ɔ�Ԫӡ���·����F/V׃�Q����늉���������F늉�ͻȻ�µ��IJ��Σ��t�f����������������
����
�y�ٰl늙C�г������F��һ�����}��̿ˢĥ����̿�۷e���ړQ��Ƭ֮�g�IJۃȣ���ɜy�ٰl늙C�Q��ƬƬ�g��·��һ�����F�@�ӵĆ��}�͕�������ӡ�
����
ϵ�y�������{��
����
һ���]�hϵ�yҲ���������څ����O��������������ϵ�y��ʎ��������ʎ���^�ѷ������ǜp�ٷŴ�����FUNAC��ϵ�y���{��RV1����rᘷ����D�ӣ��@�r���Կ������������@׃�ã�������RV1�{���λ���ķ������^С���Еr�{���^����ֻ�ܸ�׃��·����Ҳ�����г��������ֵ�����������{�����ķŴ���
����
�ⲿ�ɔ_��̎��
����
���ڹ̶���׃�ĸɔ_���əz��F/V׃�Q��������z�y�����Լ�ͬ���˵IJ��Σ��z���Ƿ���ڸɔ_������ȡ�����Ĵ�ʩ������żȻ�Ըɔ_��ֻ��ͨ�^��Ч�����Ρ��ɿ��Ľӵصȴ�ʩ���M�������Ա��⡣
����
�����@Щ������߀��������ȫ������ӣ������ǟoЧ�ģ���Ҫ���]���ٶ��{��������Q��Q�º�صיz���̎���Ρ�
�����\���c�S�ތ���
����
����1�� һ�_����FUNAC 11MEϵ�y�ļӹ����ģ����L��ʹ�ú�X�S�������\�ӕr�l����ӡ�
����
���Ϸ�����̎����
����
�ŷ��M�oϵ�y�a����ӡ����е�ԭ����Ҫ�����N��
����
��1���Cе���ְ��b���{��������
��2���ŷ�늄әC���ٶȡ�λ�Ùz�y����������
��3���������O�����{��������
��4���ⲿ�ɔ_���ӵء����β����ȵȡ�
����
���˷�����ϲ�λ�����]���C���ŷ�ϵ�y����]�h�Y����Ó�_늄әC�c�z�ܵ��B�Ӻ��ٴ��_�Cԇ�l�F������Ȼ���ڣ���˳����ж�����ԭ�����ŷ���ϵ�y��늚ⲿ�֡�
����
�����Mһ���Єe����ԭ�S�ޕr�ɸ��Q��X��Y�S���ŷ�늄әC�M��ԇ�Y���l�F�����D�Ƶ���Y�S���ɴ��ж�����ԭ��������X�S늄әC��������ġ�
����
����ʾ�����y���ŷ�늄әC���bʽ���a������̖���^�K�l�F���������ھ��a������������ģ����Q���a���C���֏�����������
����
����2�� һ�_����FUNAC 6MEϵ�y�ļӹ����ģ�X�S���\�ӕr�ٶȲ��������\�ӵ�ֹͣ���^���У���ֹͣλ�ó��F�^����ȵ���ʎ���Еr������ɶ�λ������P�C�������¹�����
����
���Ϸ�����̎����
����
�м��^��C���������r���l�FX�S��ʎ�l���^�ͣ��ҟo������
����
����ʎ�F���Ͽ������ϬF���c�]�hϵ�y�����O�����P���磺ϵ�y�����O���^�ߡ��e�֕r�g�����O���^��ȡ��z��ϵ�y�ą����O�����ŷ����������桢�e�֕r�g�λ���{���Ⱦ��ں��m�ķ��������c����ǰ���{����ȫһ�£���˿��Գ����Д�X�S����ʎ�c�������O���c�{���o�P�������Mһ����C���S�ޕr��ӛ���ԭ�{��ֵ��ǰ���£������υ����M���������{���cԇ�l�F������Ȼ���ڣ��C�����Д�����_�ԡ�
����
������̎���Ļ��A�ϣ��������c�{��ֵ���»ص�ԭ�O�����ŷ�늄әC�c�y��ϵ�y�M���˙z�顣��������y�ٰl늙C���ŷ�늄әC�ēQ�������棬���Ô��ֱ�z��y�ٰl늙C�@�M��r���z��l�F��ԓ�ŷ�늄әC�Ĝy�ٰl늙C�D���c늄әC�S֮�g���B�Ӵ����Ʉӣ�ճ�Ӳ����ѽ�Ó�_���������B�Ӻ��_�Cԇ���ϬF����ʧ���C���֏�����������
����
����3�� ij�����ڼӹ��A���r���A�����a����F�ߵ��^�ɺ��E���ӹ��|�����ϸ�
����
���Ϸ�����̎����
����
���z��l�FX�S�����ЬF�����ٶȭh��λ�íh�{�����oЧ���z��Cе�C���r�l�F�����_δ���o����܉�ϸ����Mһ���z��Һ��ϵ�y�r�l�F�����_֧·��й©�h�����{��й©�h�������_�ɸ�����X�S���ЬF����ʧ���ӹ��|���ϸ�
����
����4�� ��FUNAC 6ME����ϵ�y����ʽ㊴����ԄӼӹ�ijһ��������r���F���ЬF����ֲڸߡ�
����
���Ϸ�����̎����
����
���\�Мyԇ����r��ֱ�����A�����a�r�ԟo���ЬF���ɴ˴_��ԭ���ھ��̷��档�����ӹ������м��z���l�Fԓ��
���P��x:
- ...2009/09/28 11:29�����ؙC��ϵ�y�е�Ƕ��ʽ���ؙC
- ...2009/06/09 11:32��EIP �ڔ��ؙC���đ��ý�Q����
- ...���D��Ԕ����܇�x���屳���܇Ҏ����ȫ�OӋҪ��
- ...��ʹ���а�ȫ���ϵ��W��惦������ȫ����܇ϵ�y
- ...������ƫ�ò�־��Ԃ��������^���Mչ�͑���
- ...�����¿�˹�y�uijƷ�����ܲ����������C����ƪ
- ...���������ʽ�ضșz�y���y��ϵ�y�Є�����ʧ���Ӱ�(�m)
- ...���������ʽ�ضșz�y���y��ϵ�y�Є�����ʧ���Ӱ�
- ...��RTD�y��ϵ�y�Є�����ʧ���Ӱ�
- ...���{��BR/EDR �� Bluetooth Smart��ʮ����Ҫ�^�e
- ...�� ��о�������ø�Уδ����܇�˙C�����OӋ��ِ������ʽ����
- ...�� ̽�صڶ����l�{ɽ�������¡�������ԇ�gՓ����
- ...�� ��2018�Ї��댧�w���B朴�����ڽ��Kʡ�����e��
- ...�� �����}��Ҏ����CITE 2019�t���ǻ�δ��
- ...�� ����܇�����S��TI���ײ������������ڄ�������ܵ�����
- ...�� �ⷨ�댧�w��ST����Cinemo��Valens��CES 2018չ������ʾ��܇��Ϣ�ʘ���Q����
- ...�� ���������·�a�I���°lչ�߷�Փ�������ھ����_
- ...�� ����늙C���ݳ���PCIM����2017չ
- ...�� GPGPU���a������Ї�оƬ�a�I�Ŀհ؎�
- ...�� ���W�aƷ�OӋ��Wi-Fi�B�ӵ��Ă��P�I����
- ...�� �������Ї�MEMS���܂������a�I�lչ��������ڰ������_�Ļ
- ...�� IAIC���ِ���[���Ї�о�����Ä��£���Ϣ��ȫ�߷�Փ����������
- ...�� ���ܿ�����Դ�Qλ����
- ...�� ���x5G���ײ�OTA �yԇ���g
- ...�� �����Ј��������L�Ƅ�Molex�ӏ���܇�I��İlչ
- ...�� �Ї��Gɫ�����˳���������_�ڼ� ���a�W���ù�̽�Gɫ�lչ��ģʽ
- ...�� Efinix® ȫ����AI߅��Ӌ�㣬�ɹ��Ƴ�Trion™ T20 FPGA��Ʒ, ͬ�r���aƷ�Uչ����ʮ�f߉��Ԫ��T200 FPGA
- ...�� Ӣ�w�������M���������I�ǻ�������
- ...�� ��늮aƷ�_�l���yԇ��ӑ����������Դ�����ɹ��e��
- ...�� Manz���ǿƼ�����댧�w�I�� ����弉�ȳ��ͷ��b�ṩ���W���Ƴ̡�Ϳ�������⑪�õ����a�O���Q����
- ...�� ������ABITRODE����늳yԇϵ�y���������������Դ
- ...�� ������AFTFϵ��늳yԇϵ�y�И˱�������Դ��܇�ɷ�����˾
- ...�� ������A���ʸ߉���Դ����ʽؓ�dϵ�y�ɹ����������؈
- ...�� ������A���H��늄���܇���P�I�����y�u��ӑ�������[���M�y�u���g
�aƷ��Ӎ����


��I������
- ...�� �����ɼ��K��ϵ�y�O��
- ...�� ���x�Ƽ�̤��������
- ...�� ���`˼® ���� AEC-Q100 �Y�|�J�C����܇ϵ�ЮaƷӋ��
- ...�� ���`˼® �����U������� ⁽�ϵ��™ FPGA �aƷ ⁽�ϵ�ЮaƷ�U�������� 1M ߉��Ԫ�� FPGA
- ...�� ���`˼® ����Trion® Titanium ���_�e� (TSMC) 16�{��ˇ���c��Ƭ
- ...�� TI��2019��ȫ����W������OӋ��ِ�C����Y�ھ��e��
- ...�� BlackBerry QNX̓�M�C�@��ȫ���ׂ���܇��ȫ�����Եȼ�(ASIL) ��D���J�C
- ...�� ���R��܇�x��BlackBerry������һ����܇