
INVT׃�l�������z�C(j��)�ϵđ�(y��ng)��
����
��ʹ�����z�C(j��)�ć���(n��i)���ټӹ���I(y��)���f����׃�l�{(di��o)��������İ�����@����?y��n)�׃�l�{(di��o)��������֮ǰ���������z�C(j��)е�еõ��V����(y��ng)�ã���������õĶ��LJ���Ʒ�Ƶ�׃�l����ԭ���LJ���(n��i)׃�l�{(di��o)�ټ��g(sh��)���аl(f��)�c�Ј��ƏV���^������һ�Εr(sh��)�g��(n��i)����ڇ���׃�l���a(ch��n)Ʒ���oՓ��ܛ�������㷨�����M(j��n)�ԣ�߀�Ǐ�Ӳ��ƽ�_�ķ�(w��n)�����ρ��v������һ���IJ�ࡣ
���a(ch��n)׃�l�ИI(y��)��(j��ng)�^ʮ����İl(f��)չ�����g(sh��)�c�Ј��ƏV���õ����L����M(j��n)�����������_�l(f��)�Įa(ch��n)ƷҲ�܉���ν^�ֹ��I(y��)�F(xi��n)������Ҫ��ᘌ����z�C(j��)е�đ�(y��ng)�����c(di��n)��������Ӣ���v늚�����˾�����_�l(f��)���Ƶ�INVTϵ��׃�l������ʸ�����Ƽ��g(sh��)��VC��SVC�����D(zhu��n)�ؿ��Ƽ��g(sh��)��V/F���Ƽ��g(sh��)��һ�w��ͬ�r(sh��)���O(sh��)Ӌ(j��)�˱����վ�ʹ�õ�ͬ�����ƹ��ܺ͏������ƹ��ܣ�����ȫ���Q�����z�C(j��)�Ŀ�����Ҫ���Ķ������M(j��n)��Ʒ��һ�y(t��ng)���µľ��档
���z�C(j��)��ˇ����
���z�C(j��)����������C(j��)���Įa(ch��n)Ʒ�K�ˁ��f�����z�C(j��)���Է֞�����C(j��)�������C(j��)��С���C(j��)�����C(j��)�������z�C(j��)��(n��i)�����Ʒ�ʽ�͙C(j��)е�Y(ji��)��(g��u)���f���ֿ��Է֞�ˮ��ʽ����݆ʽ��ֱ�M(j��n)ʽ����Ҫ�ĎN�����ڲ�ͬҪ��ͬ����Ҏ(gu��)�t�Įa(ch��n)Ʒ����ͬ�Ľ������ϣ����x��ͬҎ(gu��)������z�C(j��)е����늾���|���a(ch��n)��I(y��)���p׃�l���Ƶļ�(x��)���C(j��)��(y��ng)�ñ��^�V�����������ԣ���Ҫ��Ŀ�������Ҳ�^�ͣ�������䓽z���a(ch��n)��I(y��)��ᘌ��������ԣ��侫��Ҫ������η�(w��n)���ȸߣ����ʹ��ֱ�M(j��n)ʽ���z�C(j��)�^�ࡣ�M�����z��ˇ��ͬ�����乤���^�̻�����ͬ�����D����

�� �ž��� ���ٽz�ķž�����������(g��)���z�C(j��)�h(hu��n)��(ji��)���f������ƛ]���^�ߵľ���Ҫ�����z�C(j��)е���ž��IJ�����ͨ�^׃�l���(q��)�ӷž��܌�(sh��)�F(xi��n)�ģ���Ҳ�в����p׃�l���Ƶ����z�C(j��)е������ֱ��ͨ�^���z�h(hu��n)��(ji��)�Ľz�������������M(j��n)���z�C(j��)����(sh��)�F(xi��n)���ɷž���
�� ���z�� ���z�h(hu��n)��(ji��)�����z�C(j��)�^����Ҫ�Ĺ����h(hu��n)��(ji��)����ͬ�������ϣ���ͬ�Ľz�|(zh��)Ʒ�N��Ҫ�����z�h(hu��n)��(ji��)�кܴ�IJ�ͬ�����µĺ��挢Ԕ��(x��)�f��ˮ��ʽ���z�C(j��)�cֱ�M(j��n)ʽ���z�C(j��)���w�����^�̣�
�� �վ��� �վ��h(hu��n)��(ji��)�Ĺ����ٶțQ��������(g��)���z�C(j��)е�����a(ch��n)Ч�ʣ�Ҳ������(g��)ϵ�y(t��ng)�^�y���ƵIJ��֡����վ����֣����õĿ��Ƽ��g(sh��)��ͬ�������c�������ƌ�(sh��)�F(xi��n)������Ʒ���վ���
���棬�����p׃�l����ˮ��ʽ���z�C(j��)�c��׃�lͬ������ֱ�M(j��n)ʽ���z�C(j��)��������B�ҹ�˾�a(ch��n)Ʒ�����z�C(j��)�ИI(y��)�đ�(y��ng)�á�
1�����Kij���z�C(j��)�S��(x��)���C(j��)�p׃�l����
1.1ϵ�y(t��ng)��Ҫ����(sh��)
|
��ˇ����(sh��) |
늙C(j��)����(sh��) | ||
|
�M(j��n)��ֱ����mm�� |
1.1 |
���C(j��) |
3��7KW/6�O |
| ����ֱ����mm�� | 0.3��0.35 | �վ� | 1��5KW/4�O |
1.2��(x��)���C(j��)
�p׃�l����ԭ��
ϵ�y(t��ng)����݆ʽˮ�����z�C(j��)����݆ʽˮ�����z�C(j��)��ͨ�^��݆���ٱȣ���������ٽz�������S���ٽz����݆��(n��i)����ˣ��ӹ��Ľ��ٽz����g���^�á��˷N���z�C(j��)�ӹ��~�z�Ĉ��ϑ�(y��ng)���^�ࡣ���C(j��)����CHE100�_�h(hu��n)ʸ��׃�l����CHE100-004G/5R5P-4�����վ�����CHF100������V/F����׃�l����CHF100-1R5G-4�������_늙C(j��)��ͬһ��(g��)�\(y��n)����̖K1�������վ����\(y��n)����̖�ϲ�(li��n)һ��(g��)�_�P(gu��n)����̖K2����?y��n)����C(j��)�Ĝp�ٕr(sh��)�g�^�L��30s�����վ�p�ٕr(sh��)�g�̣ܶ�0.1s�������C����ͣ�C(j��)����r(sh��)���վ�׃�l��߀�������\(y��n)�С��䲢(li��n)���\(y��n)����̖K2�����C(j��)�ļ�늘Oݔ��Y����һ��(g��)���g�^����o����늚�ԭ��D��D2��ʾ��
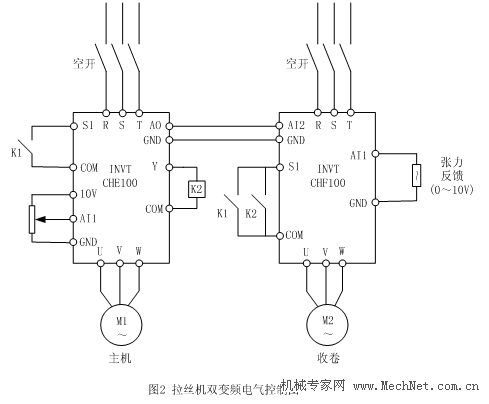
1.3 �ٶ�ͬ������
���ز����_�P(gu��n)K1�������C(j��)��ͣ���������켉׃�l����������(g��)ϵ�y(t��ng)���\(y��n)�о��ٶȣ���������ϵ��λ���l(f��)�����C(j��)���z�ٶ���̖����ģ�M늉���̖��0~10V��ͨ�^AI1��ݔ�����z�C(j��)��׃�l�����������l�ʽo�����Q���쾀�C(j��)��܇�١�ͬ�r(sh��)�����z��׃�l�����\(y��n)���l�ʣ�ͨ�^ģ�M����AO��ݔ�����վ�׃�l����AI2���������վ�׃�l�����ٶ�ͬ���o����ע�⣬�����վ�׃�l��������(y��ng)���\(y��n)���l�ʑ�(y��ng)ԓ�����վ�݆���^��r(sh��)���\(y��n)���l�ʡ�������׃�l��ݔ���l�ʸ��S���z��׃�l���\(y��n)���l��׃�������]���O(sh��)��C(j��)е���ԡ�һ�����ٶ�Ҫ��,���C(j��)�Ӝp�ٕr(sh��)�g�O(sh��)����30s���վ�׃�l���Ӝp�ٕr(sh��)�g�O(sh��)����0.1s��
�����z�C(j��)�������c�վ���֮�g���b�Џ����[�U���Á�z�yݔ�����ٽz�ď������������z�վ�������̖����ݔ���վ�׃�l�����վ�׃�l�����˷�����ͨ�^��(n��i)��PID�\(y��n)����N�a(b��)�����c�վ��Į�(d��ng)ǰͬ���ٶȣ�ģ�M��AI2ݔ�룩�M(j��n)�ЯB�ӣ��{(di��o)��(ji��)׃�l����ݔ���l�ʣ��Ķ������վ�늙C(j��)�D(zhu��n)���������z�C(j��)���z���ٶ��_(d��)��ͬ����ͬ�r(sh��)��Ҳʹ���ď��������˺㶨��
1.4 ׃�l����Ҫ���܅���(sh��)�O(sh��)��
1.4.1���C(j��)׃�l����CHE100-004G/5R5P-4��
P0.01��1����ָ��ͨ����
P0.03��1 AI1�o����
P0.08��30���ٕr(sh��)�g��
P0.09��30�p�ٕr(sh��)�g��
P6.00��1���D(zhu��n)�\(y��n)����
P6.01��3����ݔ����
1.4.2�վ���׃�l����CHF100-1R5G-4��
P0.03��1�ⲿ�����\(y��n)��
P0.07��0.1 ���ٕr(sh��)�g
P0.08��0.1 �p�ٕr(sh��)�g
P3.01��6 PID����
P3.02��1 AI2�O(sh��)��
P3.04��2A+B
P5.17��43 AI2���ތ���(y��ng)�O(sh��)��
P9.01��50 PID�o��ֵ
P9.03��1 PID�鷴����
P9.04��10��������
P9.05��1.0 �e�֕r(sh��)�g
����Ԕ�酢Ҋ��CHEϵ��ʸ��׃�l���f����������CHFͨ��׃�l���f��������
2������ij���z�C(j��)�Sֱ�M(j��n)ʽ���z�C(j��)׃�l����
2.1ֱ�M(j��n)ʽ���z�C(j��)��Ҫ�f��
�ڽ�����Ʒ���a(ch��n)���ӹ��У�ֱ�M(j��n)ʽ���z�C(j��)���^���õ�һ�N�����O(sh��)�䣬����ǰͨ��������늄әC(j��)�M������늙C(j��)�팍(sh��)�F(xi��n)��������Ƶ��`���ԡ��Ԅӻ��̶ȼ��ܺ��ϣ����y(t��ng)�Ŀ��Ʒ�ʽԽ��Խ���m��(y��ng)�ИI(y��)�İl(f��)չ���S�����Ƽ��g(sh��)��׃�l�{(di��o)�ټ��g(sh��)�Ĵ����ƏV��׃�l�����_ʼ��ֱ�M(j��n)ʽ���z�C(j��)�д���ʹ�ã�ϵ�y(t��ng)���ɽ���PLC�팍(sh��)�F(xi��n)���z�ٶȡ�Ʒ�N�O(sh��)�����^���]�h(hu��n)���ơ����L���Ƶȹ��ܡ�
ֱ�M(j��n)ʽ���z�C(j��)�����ɶ��_����늙C(j��)ͬ�r(sh��)�����ٽz�M(j��n)�����죬���I(y��)��Ч�ʺܸߡ����ڲ��P䓽��ٽz���Ա��^���࣬�Ҳ����S䓽z��ģ����(n��i)�����������������^�������࣬�ʇ�(y��n)��Ҫ����ٽz�ڸ���ģ���о��ٶ�ͬ�����@�ӣ�������늙C(j��)��ͬ���������ܡ��ٶȷ�(w��n)�B(t��i)�����Լ�늙C(j��)�ĄӑB(t��i)푑�(y��ng)�Ŀ��������^�ߵ�Ҫ��
2.2����ϵ�y(t��ng)������
����ij���z�C(j��)�S���錣�I(y��)��ֱ�M(j��n)ʽ���z�C(j��)���a(ch��n)�S�ҡ�����늚����ʾ��D���£���ϵ�y(t��ng)��ʹ�����_CHV100-015G-4������ʸ��׃�l����(sh��)�F(xi��n)���첿�ֵĂ��ӿ��ƣ�һ�_CHV100-7R5G-4������׃�l����䏈�����ƿ��M(j��n)���վ����ơ�ÿ��(g��)ģ��ǰ�涼�b�Д[�ۣ�����λ�Â��������ԙz�y���[�۵�λ�ã����ڙz�y���ٽz�ď�����ԓ��̖��0~10V������PID�ķ�����6�_늙C(j��)������׃�l����늙C(j��)��ͬ�r(sh��)���ЙC(j��)е�Ƅ��b�á����z�C(j��)ϵ�y(t��ng)��߉�����^���(f��)�s����ˇ��ͬҲ�����^(q��)�e������(li��n)�ӣ���PLC���ơ�ͬ������Ŀ��Ƅt��׃�l����(n��i)�����ƣ��乤��ԭ���ǣ�����(j��)������������O(sh��)���Q�����I(y��)���ٶȣ�ԓ�ٶȵ�ģ�M��̖�M(j��n)��PLC��PLC���]�Ӝp�ٶȵĕr(sh��)�g֮����һ����б��ݔ��ԓģ�M��̖���@������Ŀ����Ҫ�ǝM���c(di��n)�ӡ����z��һЩ���I(y��)����Ҫ��PLCݔ����ģ�M늉���̖ͬ�r(sh��)�ӵ�����׃�l����AI2ݔ��ˣ������l�ʵ����o����̖�����[��λ�Â���������̖���뵽����(y��ng)��ģ��׃�l������PID���Ƶķ�����̖������(j��)�[�������g��λ�ã��O(sh��)��һ��(g��)PID�Ľo��ֵ���@��(g��)ϵ�y(t��ng)�Ƿdz����͵Ď�ǰ����PID����ϵ�y(t��ng)��һ���Bһ����PID�����{(di��o)���c���o������B�ӡ�
�����zϵ�y(t��ng)�ķ�(w��n)����r�ںܴ�̶���ȡ�Q��PID�����ٶȡ�׃�l������늙C(j��)���D(zhu��n)�پ��ȡ�ݔ���D(zhu��n)�ص�푑�(y��ng)�ٶȵȣ��������늙C(j��)�\(y��n)���ٶȵķ�(w��n)�B(t��i)���ȣ��ںܶ���r��Ҳ������PGʸ�����Ƽ��g(sh��)��Ӣ���v��CHV100ϵ��׃�l������PGʸ�����Ƶķ�(w��n)�B(t��i)���ȿ��_(d��)1/1000�����{(di��o)��(ji��)����늙C(j��)���ٶȣ���ˌ��䅢��(sh��)���O(sh��)����횿��]��ȫ���ڵ��١����١����٣��Լ����ٺ͜p���ٵ���r����Ҫ���Կ��]��
���⣬�վ����֣�����CHV100�ӏ������ƌ���ģ�K�팍(sh��)�F(xi��n)�ġ��վ����ٶ������^��һ�������弉��ģ������׃�l���ṩ������폽Ӌ(j��)��ľ��ٶ���̖��ϵ�y(t��ng)�ď�����ͨ�^�λ���O(sh��)�����վ���׃�l�������D(zhu��n)�ؿ��ƣ���Ҫ���վ�늄әC(j��)���S�ϰ��b���a�������a������CHV100��(n��i)�õ�PG��������늙C(j��)�D(zhu��n)�ٵIJɼ�ݔ�롣
�����ԭ�����£�
ͨ�^�վ��Į�(d��ng)ǰ���ٶȣ�ģ�M��AI2ݔ�룩��Ӌ(j��)�����(d��ng)ǰ�վ��ľ���ֱ����
Ӌ(j��)�㷽��ʽ���£�D =��i��N��V��/(�С�f)
���� i �C(j��)е���ӱ� N 늙C(j��)�O����(sh��) V ���ٶ� f ��(d��ng)ǰƥ���l��
���O(sh��)���ď����;�Ͳ�ľ폽���ɾ��ٶȾ폽Ӌ(j��)��ģ�K�@�ã�Ӌ(j��)���׃�l����ݔ���D(zhu��n)�ء�
Ӌ(j��)�㷽��ʽ�飺T =��F��D��/��2��i��
���У�T ׃�l��ݔ���D(zhu��n)�� F �����O(sh��)��
D �D(zhu��n)Ͳ���D(zhu��n)�� i �C(j��)е���ӱ�
�Ķ�����늙C(j��)ݔ������(y��ng)���D(zhu��n)�أ��_(d��)�������Ϗ���F�ĺ㶨��
CHV100�������ƌ���ģ�K�У��������D(zhu��n)�ӑT���a(b��)�������Ժܺõؽ�Q��������ϵ�y(t��ng)�ڼӡ��p�ٵ��^���У���˷�ϵ�y(t��ng)�T�������F(xi��n)�ď�������(w��n)���ĬF(xi��n)��
����(g��)���zϵ�y(t��ng)�_�ӕr(sh��)�����_׃�l��ͬ�r(sh��)���ӣ���u�{(di��o)��(ji��)���ٶȽo����ʹϵ�y(t��ng)����
���P(gu��n)��x:
- ...2011/06/07 14:09��Low Noise Non-Inverting Shock Sensor Amplifier
- ...2011/05/30 10:53��Inverting Charge Amplifier
- ...���D��Ԕ����܇�x���屳���܇Ҏ(gu��)����ȫ�O(sh��)Ӌ(j��)Ҫ��
- ...��ʹ���а�ȫ���ϵ��W��惦��(g��u)����ȫ����܇ϵ�y(t��ng)
- ...������ƫ�ò�־��Ԃ��������^���M(j��n)չ�͑�(y��ng)��
- ...�����¿�˹�y�uijƷ�����ܲ����������C(j��)����ƪ
- ...���������ʽ�ضșz�y���y��ϵ�y(t��ng)�Є�����ʧ���Ӱ�(�m(x��))
- ...���������ʽ�ضșz�y���y��ϵ�y(t��ng)�Є�����ʧ���Ӱ�
- ...��RTD�y��ϵ�y(t��ng)�Є�����ʧ���Ӱ�
- ...���{(l��n)��BR/EDR �� Bluetooth Smart��ʮ����Ҫ�^(q��)�e
- ...��IoT�W(w��ng)�P(gu��n)ƽ�_�c��(y��ng)��
- ...������(qi��ng)��ARM DesignStart��ͨ���ƻ�SoC���^�졢�^���L(f��ng)�U(xi��n)֮·
- ...����(sh��)�w�����D(zhu��n)��O2O���}�����������ܻ�ˮƽ�ĺ�������
- ...���N܇��LED�(q��)�ӷ����ı��^
- ...���{(l��n)���䌦�ڶ�ƪ��������ɷ���
- ...��������A�Ƴ��I(l��ng)�ȵğo����(sh��)��(j��)�ɼ���Q����
- ...����ɭ���댧(d��o)�w����Ј�څ�ݵğo����늷���
- ...����ɭ���댧(d��o)�w�����܇�����O(sh��)Ӌ(j��)څ�ݵĽ�Q����
- ...�� ��о��(chu��ng)�����ø�Уδ����܇�˙C(j��)�����O(sh��)Ӌ(j��)��ِ��(b��o)����ʽ����
- ...�� ̽�صڶ����l(w��i)�{(l��n)ɽ������(chu��ng)�¡�������ԇ�(y��n)���g(sh��)Փ����
- ...�� ��2018�Ї��댧(d��o)�w���B(t��i)朴�����ڽ��Kʡ�����e��
- ...�� �����}��Ҏ(gu��)����CITE 2019�t���ǻ�δ��
- ...�� ����܇�����S��TI���ײ������������ڄ�(chu��ng)������ܵ�����
- ...�� �ⷨ�댧(d��o)�w��ST����Cinemo��Valens��CES 2018չ��(li��n)����ʾ��܇��Ϣ�ʘ���Q����
- ...�� ���������·�a(ch��n)�I(y��)��(chu��ng)�°l(f��)չ�߷�Փ�������ھ����_
- ...�� ����늙C(j��)��(qi��ng)�ݳ���PCIM����2017չ
- ...�� GPGPU���a(ch��n)������Ї�оƬ�a(ch��n)�I(y��)�Ŀհ؎�
- ...�� ��(li��n)�W(w��ng)�a(ch��n)Ʒ�O(sh��)Ӌ(j��)��Wi-Fi�B�ӵ��Ă�(g��)�P(gu��n)�I����
- ...�� �������Ї�MEMS���܂������a(ch��n)�I(y��)�l(f��)չ��������ڰ������_�Ļ
- ...�� IAIC���(xi��ng)ِ���[���Ї�о����(y��ng)�Ä�(chu��ng)�£���Ϣ��ȫ�߷�Փ����������
- ...�� ���ܿ�����Դ�Qλ����
- ...�� ���x5G���ײ�OTA �yԇ���g(sh��)
- ...�� ����(g��)�Ј��������L�Ƅ�Molex�ӏ�(qi��ng)��܇�I(l��ng)��İl(f��)չ
- ...�� �Ї��Gɫ����(li��n)�˳���������_�ڼ� ���a(ch��n)�W(xu��)���ù�̽�Gɫ�l(f��)չ��ģʽ
- ...�� Efinix® ȫ���(q��)��AI߅��Ӌ(j��)�㣬�ɹ��Ƴ�Trion™ T20 FPGA��Ʒ, ͬ�r(sh��)���a(ch��n)Ʒ�U(ku��)չ����ʮ�f߉��Ԫ��T200 FPGA
- ...�� Ӣ�w�������M(j��n)���������I(l��ng)�ǻ�������
- ...�� ��늮a(ch��n)Ʒ�_�l(f��)���yԇ��ӑ����������Դ�����ɹ��e��
- ...�� Manz���ǿƼ�����댧(d��o)�w�I(l��ng)�� ����弉�ȳ��ͷ��b�ṩ���W(xu��)���Ƴ̡�Ϳ�������⑪(y��ng)�õ����a(ch��n)�O(sh��)���Q����
- ...�� ������ABITRODE����늳yԇϵ�y(t��ng)���������������Դ
- ...�� ������AFTFϵ��늳yԇϵ�y(t��ng)�И�(bi��o)��������Դ��܇�ɷ�����˾
- ...�� ������A���ʸ߉���Դ����ʽؓ(f��)�dϵ�y(t��ng)�ɹ����������؈
- ...�� ������A���H��늄���܇���P(gu��n)�I�����y�u��ӑ�������[���M(j��n)�y�u���g(sh��)


- ...�� ��(sh��)��(j��)�ɼ��K��ϵ�y(t��ng)�O(sh��)��
- ...�� ���x�Ƽ�̤��������
- ...�� ���`˼® ���� AEC-Q100 �Y�|(zh��)�J(r��n)�C����܇ϵ�Юa(ch��n)ƷӋ(j��)��
- ...�� ���`˼® �����U(ku��)������� ⁽�ϵ��™ FPGA �a(ch��n)Ʒ ⁽�ϵ�Юa(ch��n)Ʒ�U(ku��)�������� 1M ߉��Ԫ�� FPGA
- ...�� ���`˼® ����Trion® Titanium ���_�e� (TSMC) 16�{��ˇ��(ji��)�c(di��n)��Ƭ
- ...�� TI��2019��ȫ����W(xu��)������O(sh��)Ӌ(j��)��ِ�C����Y�ھ��e��
- ...�� BlackBerry QNX̓�M�C(j��)�@��ȫ���ׂ�(g��)��܇��ȫ�����Եȼ�(ASIL) ��D���J(r��n)�C
- ...�� ���R��܇�x��BlackBerry������һ����܇