���aƷ���
���o�aƷ���
��ϵ��ʽ
�ء���ַ����������ɽ�^�������ĵ�31̖����Ƽ���B
�]��������518057
ϵ �ˣ����鼯�F
늡���Ԓ��0755-86255888
�������棺
����]�䣺
sz.sales@evoc.cn
��˾�Wַ��
http://www.evoc.com.cn/
�]��������518057
ϵ �ˣ����鼯�F
늡���Ԓ��0755-86255888
�������棺
����]�䣺
sz.sales@evoc.cn
��˾�Wַ��
http://www.evoc.com.cn/
������朽�
��˾��
݆����ƽ��Cϵ�y
��Դ�������l���r�g��2009/6/10 17:25:16 �g�[�Δ���4815
ϵ�y����
ƽ��C�ǜy�����D���w(�D��)��ƽ������С��λ�õęC�����κ��D���ڇ��@���S�����D�r�������������S�����|���ֲ���������a���x�������@�N��ƽ���x�����������D���S���ϕ�������ӣ��a�����ͼ����S��ĥ�p��������Ӱ푮aƷ�����͉ܺ�����ƽ��C�y���Ĕ������D�ӵIJ�ƽ�����M��У�����ɸ����D���������S�����|���ֲ���ʹ�D�����D�r�a������ӻ��������S���ϵ�������p�ٵ����S�ķ���֮�ȡ���ˣ�ƽ��C�ǜpС��ӡ��������ܺ�����|���ıز����ٵ��O�䡣
�S���F·�\���ٶȲ����������������F·�S������˸��ߵ�Ҫ��܇݆�ǻ�܇�\��ϵ�y����Ҫ�M�ɲ��֣�܇݆���\���Юa����ƽ�������۷e��ͬ�rҲ�nj�܇�w�a������P�I����֮һ����܇�v�a���^����ӵ�ԭ���������Ҫ������݆����ƽ��ֵ��ƫ�Ķ��Լ�ͬһ݆��ֱ������ȳ��ˣ�ͬһ݆��ֱ�����܇݆ƫ�Ķ�횇�������ژ˜�Ҫ���ȣ�����ƽ��ֵ��������50g•m��܇�v�����\�Еr��Ӽӄ�������͉��p����©�ͻ��S�䏗���۔�ȹ��ϣ�ʹ܇�v�\��Ʒ�|������܇�v��ӎ�����Σ�����͉��p����©��ʧЧ���S��䓈A���۔ࡣ�o������܇��������ȫ�[����
ϵ�y���c
1���������㣬ƽ����Ԅәz�y�c��������ϵ�y�Ϟ�һ�w������ƽ��y������ֵ�Ԅ��D�Q�������\��܉�E��
2�����ȸߡ��ɿ��ԏ����C�������ڹ����r����ͻȻͣ늻�㊵��ϻ����O���㊵����Ԅӱ��o���ܡ�
3�����Ú�ӿ��Ƽ��g���ƿ�܇݆�����e������݆����݆��ȫ�^�̡�
4��ͬһ�@ʾ���@ʾ���ˆ��������@ʾ�������ԄӴ�ӡ�����档
5����Q���y��݆�ӣ�����݆��̤�治ƽ���o��ƽ��y���Y������`����OӋ�r�҂������S�����ģ� ������˨��λ��Ӹߏ��ȵ�ܛ�����o�ף��ȱ��Cһ���������ֲ��p���ݽz�ף���ʹ�É����L���o�轛�����Q��
6���������S�Ԅӌ�λ�B�ӣ����ٷ��x��y���ķ������ȏصלp�p�˃ɴ�ƽ�⣬һ��ȥ�ء�
7���߂������r�Ϊ�֧���D�ӡ�Һ����֧�м��Fм���ϱP�ԄӸ�ۙ���Fм����������ƽ�⣬ȥ�ؾ��ȸߵȹ��ܡ�
ϵ�yԭ��
ϵ�y�֞�ɂ����֣�ƽ��y����݆���ӹ���ȫ����һ�_�طNӋ��C���C�M�п��ƣ���ͬһ����������֧�Σ����Ú�ӿ��Ƽ��g���ƿ�܇݆�����e������݆����݆��ȫ�^�̡�
ƽ��y��ϵ�y��Ҫ���D�ق���������ӂ��������͉�֧���b�á�֧�ܡ����S늙C�����S���x�b�ã��y���忨�������y������M�ɡ�܇݆���^��ӿ��������b�ù̶���֧�ܣ��͉��b���_ʼ��Һ���͌�܇݆��֧�����ã����M늙C�������B�S���B��܇݆�����S늙C����܇݆�D�ӣ��_���D�ٺ����B�S���c܇݆���x���M�ЄӲ�ƽ�����y�����y�����o���x܇�b�Ì�܇݆�M��ͣ�D���y������ƽ�����M��݆���ӹ���
݆���ӹ���Ҫ��܇݆�M������ӹ���ͨ�^ȥ��܇݆���۷e���_��ƽ��Ŀ�ģ�܇݆�ӹ�ϵ�y��Ҫ��㊵���λ�b�á�㊵����D�b�á�������λ�b�á�����֧���b�á�܇݆�D���b�ýM�ɡ�܇݆�y������ƽ�������M��������ӹ���B��Ӌ��Cͨ�^��λ�b���ҵ�܇݆��Ҫ������λ�ã�ͬ�r㊵��M�뵽܇݆�ȱ��M����������M늙C����܇݆��r����D���˕r㊵����D�����c܇݆�෴��܇݆�ȱ��M��������һ���90����120�Ȼ��μӹ���
ϵ�y��D
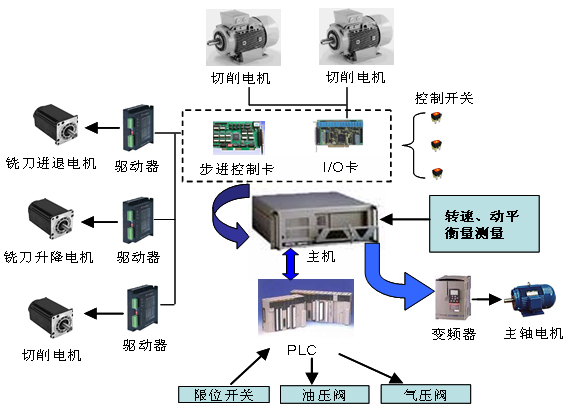
ϵ�y����
�C�䣺IPC-810A/6114P4A/7271AT
���壺FSC-1613VN
�����P3 1.0G/256M/80G
I/O����PCI-16P16R
PCI-16P16R��16λ�^���ݔ����������늙C��ͣ�����M늙C��ͣ�����S늙C��ͣ��16λ����ݔ��ɼ������_�P��̖
ϵ�y�YՓ
��܇݆����ƽ�┵��У��ϵ�y���F�ˌ���ƽ��y���c݆���ӹ�һ�w�������мӹ����ȸߣ������������С���Ԅӻ��̶ȸߣ����aЧ�ʸߵȃ��c��
ƽ��C�ǜy�����D���w(�D��)��ƽ������С��λ�õęC�����κ��D���ڇ��@���S�����D�r�������������S�����|���ֲ���������a���x�������@�N��ƽ���x�����������D���S���ϕ�������ӣ��a�����ͼ����S��ĥ�p��������Ӱ푮aƷ�����͉ܺ�����ƽ��C�y���Ĕ������D�ӵIJ�ƽ�����M��У�����ɸ����D���������S�����|���ֲ���ʹ�D�����D�r�a������ӻ��������S���ϵ�������p�ٵ����S�ķ���֮�ȡ���ˣ�ƽ��C�ǜpС��ӡ��������ܺ�����|���ıز����ٵ��O�䡣
�S���F·�\���ٶȲ����������������F·�S������˸��ߵ�Ҫ��܇݆�ǻ�܇�\��ϵ�y����Ҫ�M�ɲ��֣�܇݆���\���Юa����ƽ�������۷e��ͬ�rҲ�nj�܇�w�a������P�I����֮һ����܇�v�a���^����ӵ�ԭ���������Ҫ������݆����ƽ��ֵ��ƫ�Ķ��Լ�ͬһ݆��ֱ������ȳ��ˣ�ͬһ݆��ֱ�����܇݆ƫ�Ķ�횇�������ژ˜�Ҫ���ȣ�����ƽ��ֵ��������50g•m��܇�v�����\�Еr��Ӽӄ�������͉��p����©�ͻ��S�䏗���۔�ȹ��ϣ�ʹ܇�v�\��Ʒ�|������܇�v��ӎ�����Σ�����͉��p����©��ʧЧ���S��䓈A���۔ࡣ�o������܇��������ȫ�[����
ϵ�y���c
1���������㣬ƽ����Ԅәz�y�c��������ϵ�y�Ϟ�һ�w������ƽ��y������ֵ�Ԅ��D�Q�������\��܉�E��
2�����ȸߡ��ɿ��ԏ����C�������ڹ����r����ͻȻͣ늻�㊵��ϻ����O���㊵����Ԅӱ��o���ܡ�
3�����Ú�ӿ��Ƽ��g���ƿ�܇݆�����e������݆����݆��ȫ�^�̡�
4��ͬһ�@ʾ���@ʾ���ˆ��������@ʾ�������ԄӴ�ӡ�����档
5����Q���y��݆�ӣ�����݆��̤�治ƽ���o��ƽ��y���Y������`����OӋ�r�҂������S�����ģ� ������˨��λ��Ӹߏ��ȵ�ܛ�����o�ף��ȱ��Cһ���������ֲ��p���ݽz�ף���ʹ�É����L���o�轛�����Q��
6���������S�Ԅӌ�λ�B�ӣ����ٷ��x��y���ķ������ȏصלp�p�˃ɴ�ƽ�⣬һ��ȥ�ء�
7���߂������r�Ϊ�֧���D�ӡ�Һ����֧�м��Fм���ϱP�ԄӸ�ۙ���Fм����������ƽ�⣬ȥ�ؾ��ȸߵȹ��ܡ�
ϵ�yԭ��
ϵ�y�֞�ɂ����֣�ƽ��y����݆���ӹ���ȫ����һ�_�طNӋ��C���C�M�п��ƣ���ͬһ����������֧�Σ����Ú�ӿ��Ƽ��g���ƿ�܇݆�����e������݆����݆��ȫ�^�̡�
ƽ��y��ϵ�y��Ҫ���D�ق���������ӂ��������͉�֧���b�á�֧�ܡ����S늙C�����S���x�b�ã��y���忨�������y������M�ɡ�܇݆���^��ӿ��������b�ù̶���֧�ܣ��͉��b���_ʼ��Һ���͌�܇݆��֧�����ã����M늙C�������B�S���B��܇݆�����S늙C����܇݆�D�ӣ��_���D�ٺ����B�S���c܇݆���x���M�ЄӲ�ƽ�����y�����y�����o���x܇�b�Ì�܇݆�M��ͣ�D���y������ƽ�����M��݆���ӹ���
݆���ӹ���Ҫ��܇݆�M������ӹ���ͨ�^ȥ��܇݆���۷e���_��ƽ��Ŀ�ģ�܇݆�ӹ�ϵ�y��Ҫ��㊵���λ�b�á�㊵����D�b�á�������λ�b�á�����֧���b�á�܇݆�D���b�ýM�ɡ�܇݆�y������ƽ�������M��������ӹ���B��Ӌ��Cͨ�^��λ�b���ҵ�܇݆��Ҫ������λ�ã�ͬ�r㊵��M�뵽܇݆�ȱ��M����������M늙C����܇݆��r����D���˕r㊵����D�����c܇݆�෴��܇݆�ȱ��M��������һ���90����120�Ȼ��μӹ���
ϵ�y��D
ϵ�y����
�C�䣺IPC-810A/6114P4A/7271AT
���壺FSC-1613VN
�����P3 1.0G/256M/80G
I/O����PCI-16P16R
PCI-16P16R��16λ�^���ݔ����������늙C��ͣ�����M늙C��ͣ�����S늙C��ͣ��16λ����ݔ��ɼ������_�P��̖
ϵ�y�YՓ
��܇݆����ƽ�┵��У��ϵ�y���F�ˌ���ƽ��y���c݆���ӹ�һ�w�������мӹ����ȸߣ������������С���Ԅӻ��̶ȸߣ����aЧ�ʸߵȃ��c��